Công nghệ Robot
Kho robot là giải pháp sử dụng robot tự động trong quản lý và vận chuyển hàng hóa trong kho. Với khả năng di chuyển linh hoạt, robot có thể tiếp cận và lấy hàng từ các vị trí khác nhau, giảm thiểu thời gian tìm kiếm và đảm bảo hàng hóa được lưu thông trơn tru. Robot có thể hoạt động liên tục và tích hợp với hệ thống quản lý kho, giúp tối ưu hóa quy trình vận hành mà không cần sự can thiệp của con người.
Tính năng nổi bật
Các robot được trang bị cảm biến hiện đại và hệ thống định vị chính xác, cho phép chúng hoạt động hiệu quả trong không gian kho đông đúc và tránh va chạm. Chúng cũng có khả năng làm việc theo nhóm để thực hiện các nhiệm vụ phức tạp, từ di chuyển, xếp dỡ hàng hóa cho đến phân loại sản phẩm một cách tự động và nhanh chóng.

Robot Tự Động AGV
(AGV - Automated Guided Vehicle)
- MÔ TẢ: Các phương tiện tự động được thiết kế để vận chuyển hàng hóa hoặc vật liệu trong một không gian xác định mà không cần sự can thiệp của con người. AGV sử dụng các công nghệ như cảm biến, GPS, hệ thống điều khiển tự động và bản đồ ảo để di chuyển, tránh chướng ngại vật và thực hiện các tác vụ vận hành trong môi trường làm việc.
- LỢI ÍCH: Tăng năng suất, giảm chi phí, cải thiện an toàn và tối ưu hóa quy trình vận hành và đảm bảo an toàn.

Robot Di Động Tự Động Tự Hành AMR
(AMR - Autonomous Mobile Robot)
- MÔ TẢ: Robot di động tự động có khả năng di chuyển và thực hiện các tác vụ mà không cần sự can thiệp của con người. AMR sử dụng các cảm biến, phần mềm và thuật toán tiên tiến để điều hướng và tương tác với môi trường mà không cần sự hỗ trợ từ các hệ thống dẫn đường cố định
- LỢI ÍCH: Tăng năng suất, tiết kiệm chi phi vận hành, giảm sự can thiệp của con người, tăng cường an toàn, tăng tính linh hoạt

Forklift Mobile Robot
- MÔ TẢ: Robot tự động được thiết kế để vận hành giống như một chiếc xe nâng (forklift) truyền thống, nhưng với khả năng di chuyển và thực hiện các nhiệm vụ tự động mà không cần sự can thiệp của con người. Các robot này có khả năng nâng, hạ và di chuyển hàng hóa nặng trong kho bãi hoặc nhà máy
- LỢI ÍCH: Tăng năng suất, giảm chi phí lao động, tối ưu hóa không gian lưu trữ, và tăng cường an toàn trong quá trình vận hành

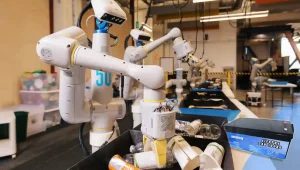
Cánh tay Robot - Lấy hàng Tự động
- MÔ TẢ: Hệ thống robot được thiết kế để tự động thực hiện các công việc như nhặt, di chuyển, sắp xếp và xử lý hàng hóa trong kho bãi, nhà máy hoặc các cơ sở sản xuất. Những robot này thường sử dụng cảm biến, camera và các thuật toán xử lý hình ảnh để nhận diện, định vị và lấy các đối tượng một cách chính xác. Các cánh tay robot này có thể hoạt động độc lập hoặc được tích hợp vào các hệ thống tự động hóa, chẳng hạn như các dây chuyền sản xuất hoặc hệ thống kho tự động
- LỢI ÍCH: Khả năng làm việc chính xác, nhanh chóng và an toàn, các robot này giúp tiết kiệm chi phí, giảm nguy cơ tai nạn và cải thiện năng suất công việc

Robot tự động chia chọn, phân loại
(Sorting Robots)
- MÔ TẢ: Hệ thống robot được thiết kế để tự động phân loại và sắp xếp các vật phẩm hoặc hàng hóa vào các khu vực, hộp hoặc thùng chứa khác nhau dựa trên các tiêu chí xác định trước. Các Sorting Robot sử dụng công nghệ cảm biến, thị giác máy tính (computer vision), và các thuật toán AI để nhận diện, phân loại và điều khiển các vật phẩm
- LỢI ÍCH: Tự động hóa các quy trình phân loại hàng hóa, từ việc cải thiện năng suất, giảm chi phí lao động, tăng tính chính xác đến tối ưu hóa không gian kho bãi
Conveyor/Heavy-duty Mobile Robot
(Robot ứng dụng trong băng tải, tải trọng lớn)
- MÔ TẢ: Robot di động tự động được thiết kế để vận chuyển và xử lý các vật phẩm nặng hoặc cồng kềnh trong các kho bãi, nhà máy sản xuất, hoặc các cơ sở công nghiệp. Các robot này thường được trang bị hệ thống băng tải (conveyor) hoặc các cơ cấu nâng hạ mạnh mẽ, cho phép chúng di chuyển và vận chuyển các vật phẩm có trọng lượng lớn hoặc kích thước không đồng đều mà không gặp khó khăn
- LỢI ÍCH: Khả năng vận hành liên tục, giảm chi phí lao động, và tăng cường an toàn trong công việc, các robot này giúp tối ưu hóa quy trình vận chuyển, từ đó nâng cao hiệu quả công việc và giảm thiểu rủi ro trong các công đoạn sản xuất và logistics

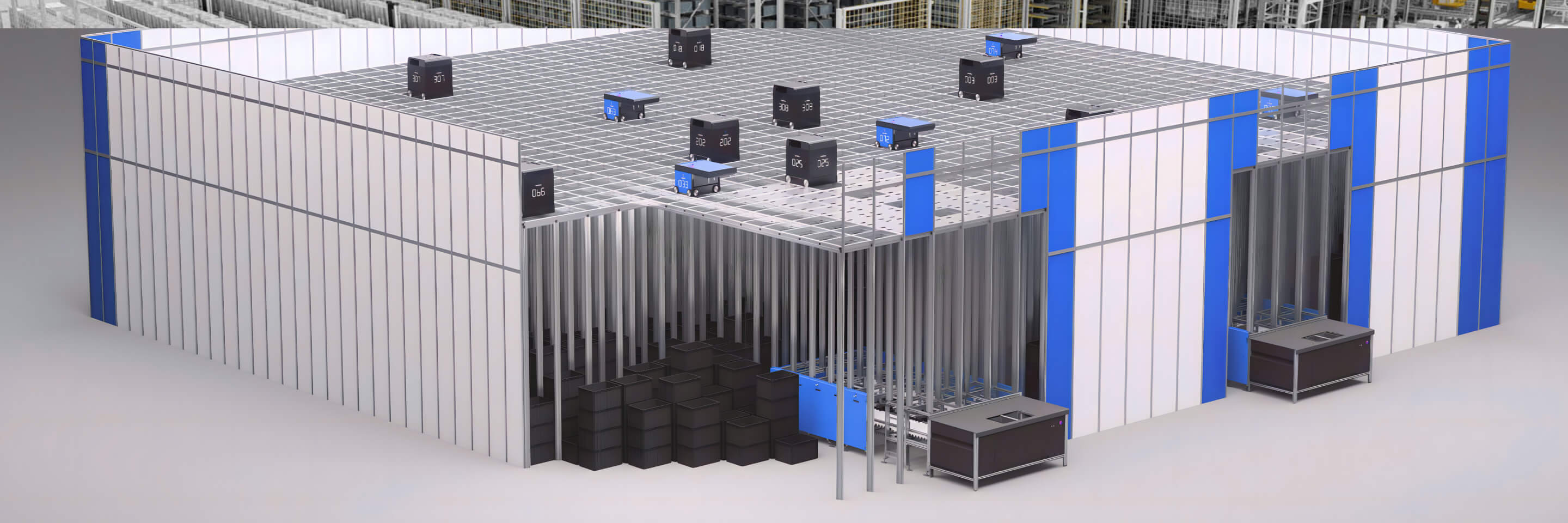
Robot lưu trữ
(Storage Robots)
- MÔ TẢ: Robot tự động được thiết kế để hỗ trợ quá trình lưu trữ, quản lý và lấy hàng hóa trong các kho bãi, trung tâm phân phối, hoặc nhà máy sản xuất
- LỢI ÍCH: Khả năng làm việc liên tục, giảm chi phí lao động, tăng cường an toàn, cải thiện khả năng theo dõi hàng hóa, tối ưu hóa không gian lưu trữ và tự động hóa quy trình lấy và trả hàng hóa

Robot hỗ trợ đóng gói
(Packing Robots)
- MÔ TẢ: Hệ thống robot tự động được thiết kế để hỗ trợ hoặc thay thế con người trong các quy trình đóng gói sản phẩm. Các robot hỗ trợ đóng gói sử dụng công nghệ cảm biến, thị giác máy tính (computer vision) và hệ thống điều khiển thông minh để nhận diện sản phẩm và tự động đóng gói vào bao bì phù hợp.
- LỢI ÍCH: Tăng năng suất, giảm chi phí lao động, đến tối ưu hóa không gian lưu trữ và vật liệu đóng gói, cải thiện tính chính xác và an toàn trong công việc, đồng thời giúp các doanh nghiệp tiết kiệm chi phí và đáp ứng nhu cầu ngày càng cao của thị trường

Lợi ích của việc ứng dụng công nghệ robot trong kho tự động thông minh
Kho robot giúp nâng cao năng suất và độ chính xác trong vận hành, giảm thiểu sự phụ thuộc vào nhân lực và chi phí lao động. Hệ thống robot cũng cải thiện an toàn lao động bằng cách giảm thiểu các tác vụ nguy hiểm cho con người, đồng thời đảm bảo quy trình xử lý hàng hóa diễn ra mượt mà, hiệu quả và an toàn hơn.
Tăng năng suất
Robot hoạt động liên tục, giúp tăng tốc độ vận chuyển và xử lý hàng hóa.
Giảm chi phí lao động
Robot giúp giảm chi phí đào tạo và quản lý nhân sự, đồng thời giảm thiểu sự thiếu hụt lao động trong những công việc có tính chất nặng nhọc hoặc nguy hiểm.
Cải thiện độ chính xác
Giảm thiểu sai sót trong việc lấy, phân loại và lưu trữ hàng hóa.
Tối ưu hóa không gian
Robot có thể hoạt động trong không gian nhỏ và chật hẹp, tối ưu hóa việc sử dụng diện tích kho.
Nâng cao an toàn
Giảm nguy cơ tai nạn lao động nhờ việc thay thế nhân viên trong các nhiệm vụ nguy hiểm.
Dữ liệu thông minh
Hệ thống robot có thể thu thập và phân tích dữ liệu về quy trình làm việc, từ đó giúp tối ưu hóa quản lý kho.